









Stroj za čelične cijeviφ377×16 ;ZTFIV;ZTZG
Opis
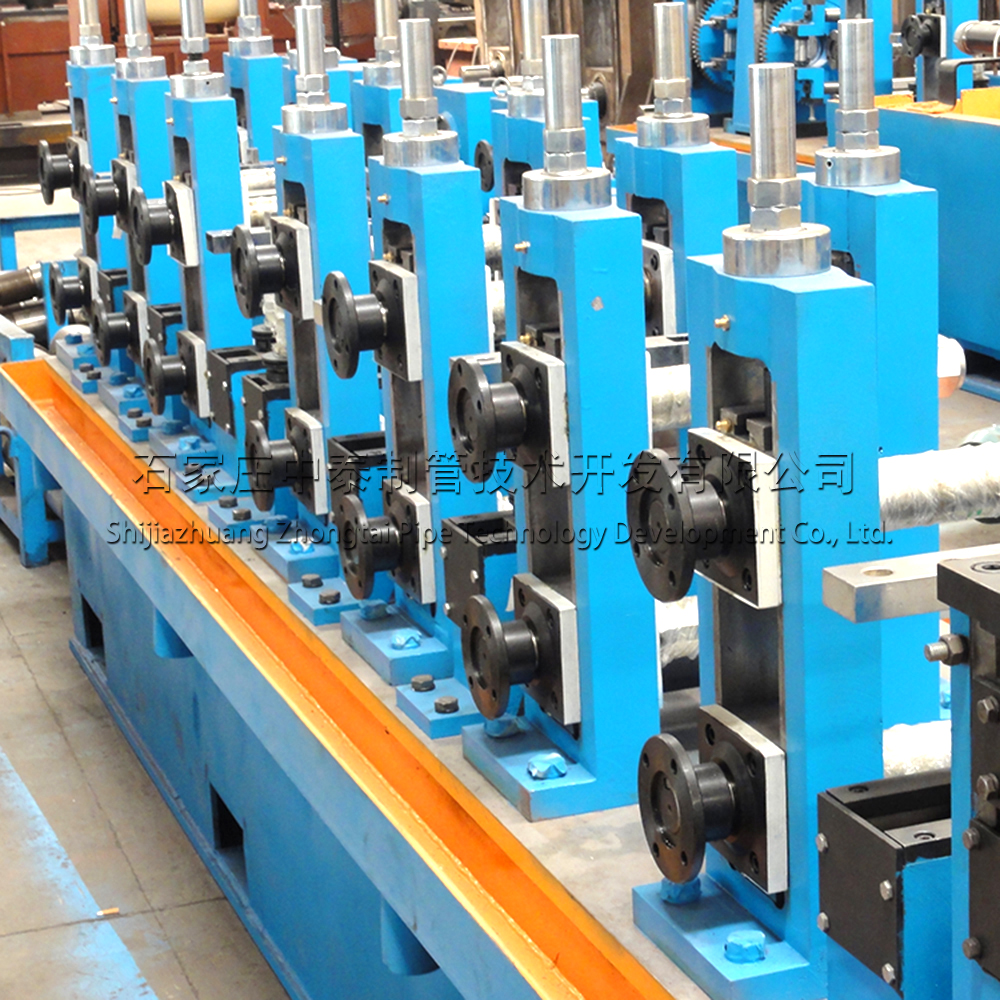
ERW mlin za cijevi naziva se i proizvodna linija visokofrekventnih uzdužno zavarenih cijevi. Prikladni materijali su toplo valjane ili hladno valjane trake u zavojnicama, kao što su obični ugljični čelik i čelik visoke čvrstoće itd.
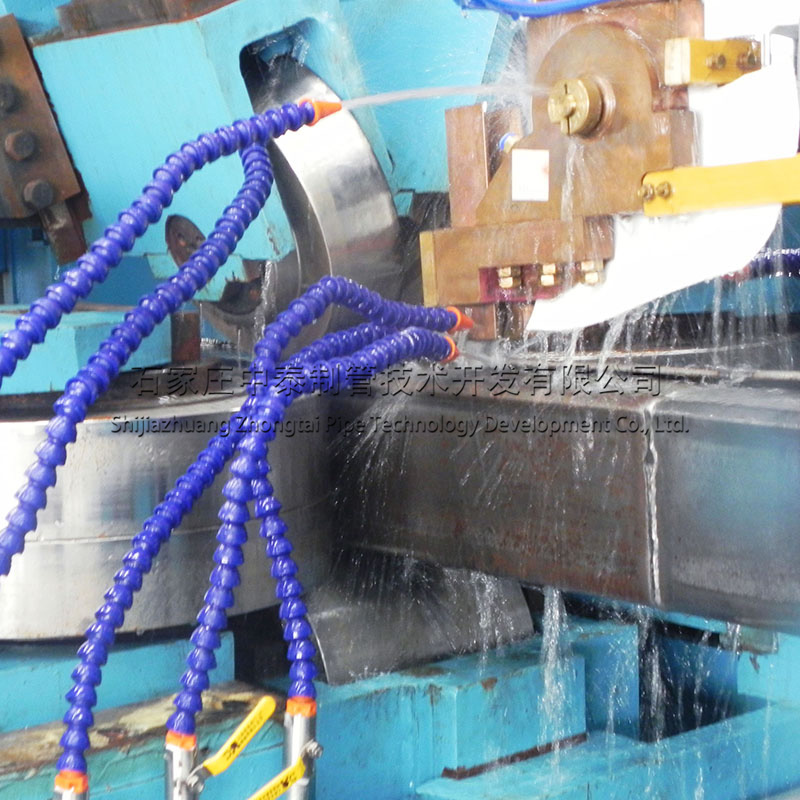
Čelična traka se odmotava odmotačem, a zatim ulazi u akumulator nakon prolaska kroz stroj za sučeono zavarivanje. Čelična traka se ekstrudira valjcima i dijeli na dva dijela: dio za razdvajanje i dio za fino prolaženje. Nakon visokofrekventnog indukcijskog zavarivanja i dimenzioniranja, izlazi potrebna duljina cijevi, reže se letećom pilom, te se na kraju slaže i pakira čelična cijev. Ova proizvodna linija je sveobuhvatna proizvodna linija za kontinuirano zavarivanje čeličnih traka u cijevi.uglavnom sastavljen od odmotavač, stroj za šišanje i zavarivanje krajeva, akumulator, stroj za oblikovanje i dimenzioniranje, VF aparat za zavarivanje, leteća pila, stroj za slaganje i pakiranje.
Ako postoje posebne namjene ili zahtjevi za čelične cijevi, potrebno je dodati opremu za ispitivanje, kao što su hidraulički ispitni stroj, stroj za žarenje na srednjoj frekvenciji, ultrazvučni stroj za otkrivanje nedostataka itd.


Proizvodna linija za visokofrekventno zavarene cijevi uglavnom se koristi za kontinuiranu proizvodnju ravnih zavarenih cijevi. Koristi visokofrekventno indukcijsko zavarivanje, koje može proizvoditi ne samo okrugle cijevi, već i odgovarajuće kvadratne cijevi i cijevi posebnog oblika. Stroj za visokofrekventno zavarivanje cijevi uglavnom se koristi za proizvodnju raznih željeznih cijevi, građevinskih cijevi, konstrukcijskih cijevi, vodovodnih cijevi, naftnih cijevi, API cijevi i tako dalje.
Ttehnički tok
Pomicanje prema gore → Odmotavanje → Šišanje i zavarivanje → Spiralni akumulator → Oblikovanje → HF indukcijsko zavarivanje → Uklanjanje vanjskih neravnina → Hlađenje → Dimenzioniranje → Leteća pila → Stol za izvlačenje → Inspekcija → Pakiranje → Skladište
Fproces formiranja
| Okrugla cijev | Proces hladnog valjanja | Dobar dizajn valjaka |
| Proces formiranja ZTF-a | Uštedite najmanje 60% troškova valjka s električnim podešavanjem upravljanjaČitaj više | |
| Kvadratna i pravokutna cijev | Opći postupak od zaokruživanja do kvadrata | Stabilan proces oblikovanja |
| Okruglo-kvadratno s turskom glavom | Dobra kvaliteta cijevi | |
| Proces direktnog preračunavanja kvadrata u kvadrat (DSS) | Jedan set valjaka može proizvesti sve cijevi s električnim upravljanjem i automatskim podešavanjemČitaj više |
Osnovne tehničke informacije o proizvodnoj liniji za zavarene cijevi
| Proizvod i prinos | Okrugla cijev | 165mm-377Debljina u mm:4.0mm-14,0mm |
| Kvadratna i pravokutna cijev | 130mm×130 mm -280mm×280Debljina u mm:4.0mm-14.0mm | |
| Duljina | 6mTolerancija duljine -12 m: ±3 mm | |
| Brzina proizvodnje | 35m/min | |
| Proizvodni kapacitet | 120,000 tona/godini | |
| Potrošnja | Instalirani kapacitet mlina | 580 kW |
| Površina linije | 145m (duljina) ×13m (širina) | |
| Radnik | 6-8 radnika | |
| Sirovina | Materijal | Zavojnica od ugljičnog čelika Q235B (ASTM GR·D, σs 230) |
| Širina | 520mm-1190Debljina u mm:4.0mm-14,0mm | |
| ID zavojnice | 580-760 mm | |
| vanjski promjer zavojnice | Maks.2100 mm | |
| Težina zavojnice | 25,0 t |
Prednost
Pri proizvodnji okruglih cijevi može se koristiti ZTF tehnika oblikovanja
Pri proizvodnji kvadratnih i pravokutnih cijevi može se koristiti izravna tehnika kvadrat-kvadrat (DSS)
Proizvodi:cijevi za arhitektonske konstrukcije, API cijevi, cijevi za temelje tornjeva, čelične cijevi za automobilske grede i ostali proizvodi.
Više proizvoda



| LINIJA ZA ERW CIJEVI | |||||
| Model | Rokrugla cijev mm | Kvadratcijev mm | Debljina mm | Radna brzina m/min | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Čitaj više |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | F20-F50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | F32-F76 | 25×25-60×60 | 1,2-4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | F60-F140 | 50×50-110×110 | 2,0-5,0 | 60 | |
| ERW165 | F76-F165 | 60×60-130×130 | 2,0-6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2,0-8,0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3,0-10,0 | 45 | |
| ERW325 | F140-F325 | 110×110-250×250 | 4,0-12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4,0-14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6,0-16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6,0-18,0 | 25 | Čitaj više |
| ERW660 | F325-F660 | 250×250-500×500 | 6,0-20,0 | 20 | Čitaj više |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6,0-22,0 | 20 | Čitaj više |
| PROIZVODNA LINIJA ZA CIJEVI OD NEHRĐAJUĆEG ČELIKA | |||||
| Model | Rokrugla cijev mm | Kvadratcijev mm | Debljina mm | Radna brzina m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Čitaj više |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Čitaj više |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Čitaj više |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Čitaj više |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Čitaj više |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Čitaj više |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1,0-3,5 | 10 | Čitaj više |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1,0-4,0 | 10 | Čitaj više |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2,0-8,0 | 3 | Čitaj više |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3,0-10,0 | 3 | Čitaj više |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4,0-12,0 | 3 | Čitaj više |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6,0-16,0 | 2 | Čitaj više |
Ostavite svoju poruku
PovezanoPROIZVODI
-

Strojevi za valjanje s otvorenim profilom (U, C, Z, Prof...
-

Mlin za cijevi 200x200x8 Izravno kvadratno oblikovanje cijevi...
-

Valjci za oblikovanje cijevi ERW
-

Cjevovodni mlin ERW114 HF Ravni zavareni proizvod cijevi...
-

φ140×7 Cijev za transport nafte i plina (API)...
-

Cijevni mlin φ165×8 Transport nafte i plina ...
-

φ219×10 Cjevovod za transport nafte i plina (API)...
-

Stroj za čelične cijevi ERW273x12.7; ZTFIV; ZTZG
-

Stroj za čelične cijevi ERW325x14; ZTFIV; ZTZG
-

Stroj za čelične cijeviφ377×16 ;ZTFIV;ZTZG
-

Proizvodna linija za ravne zavarene cijevi ERW89 HF
-

Višenamjenska cijevna mlinica Cijevna mlinica
-

Valjak za okrugle i kvadratne cijevi s valjcima (XZTF)






